
สถานที่กำเนิด:
ประเทศจีน
ชื่อแบรนด์:
Rps-sonic
ได้รับการรับรอง:
CE
หมายเลขรุ่น:
RPS-SI60
ติดต่อเรา


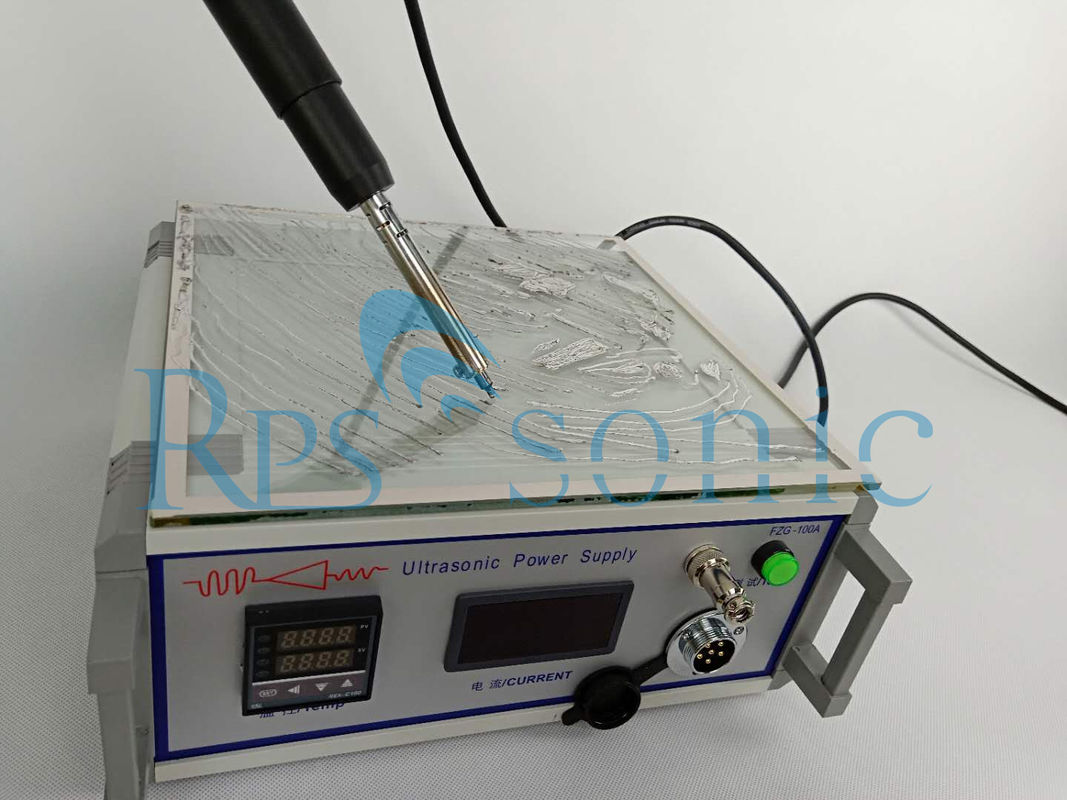



อุปกรณ์หัวแร้งอัลตราโซนิก 60Khz สำหรับการบัดกรี Titanium
อุปกรณ์หัวแร้งอัลตราโซนิก 60Khz สำหรับบัดกรีลวดทองแดงบนกระจก
พารามิเตอร์
| หมายเลขรุ่น | RPS-SI60 | |
| ความถี่อัลตราโซนิก | 60Khz | |
| ผลผลิตสูงสุด | 100 วัตต์ | |
| ช่วงอุณหภูมิ | 150 ~ 400 °C | |
| พาวเวอร์ซัพพลาย | 220V / 50-60 Hz | |
| เครื่องกำเนิดอัลตราโซนิก | ขนาด | 250(W) x 310(L) x 135(H) มม. |
| น้ำหนัก | 5 กก. | |
| ลักษณะเฉพาะ | ปรับความกว้างอัลตราโซนิกได้ | |
| ความยาวและเส้นผ่านศูนย์กลางด้ามเหล็ก | 190 มม. / Ø20 | |
| มีจำหน่าย การประสาน Matrial | ITO Glass, AL, Mo, Cu เป็นต้น | |
คำอธิบาย
การบัดกรีด้วยอัลตราโซนิกเป็นกระบวนการบัดกรีแบบพิเศษที่ไม่จำเป็นต้องใช้ฟลักซ์เคมีแทนที่ฟลักซ์ จะใช้พลังงานเสียงเพื่อทำลายออกไซด์ที่ก่อตัวบนพื้นผิวโลหะบัดกรีที่หลอมเหลวและโลหะพื้นฐานในระหว่างกระบวนการเชื่อม
การบัดกรีด้วยอัลตราโซนิกสามารถทำได้ด้วยหัวแร้งแบบพิเศษหรือหม้อบัดกรีแบบพิเศษ... ปลายหัวแร้งอัลตราโซนิกสามารถให้ความร้อนได้ (สูงถึง 450 °C) ในขณะที่สั่นทางกลไกที่ 20 – 60 kHzปลายหัวแร้งนี้สามารถหลอมโลหะเติมประสานได้เนื่องจากการสั่นสะเทือนทางเสียงเกิดขึ้นในสระที่หลอมละลาย
แก้ว เซรามิก สแตนเลส เชื่อมอลูมิเนียม
ในช่วงหลายปีของการวิจัยอย่างกว้างขวางเกี่ยวกับการยึดติดโลหะแก้ว วิศวกรชาวญี่ปุ่นได้พัฒนาโลหะผสมบัดกรีพิเศษที่เรียกว่า CERASOLZER (ลวดบัดกรี)โลหะผสมบัดกรีแบบแอคทีฟนี้ได้รับการคิดค้นขึ้นเป็นพิเศษเพื่อให้ความร่วมมือกับวิธีการเชื่อมแบบอัลตราโซนิกมีความสามารถในการยึดติดที่เป็นเอกลักษณ์มาก และสามารถแทนที่วิธีการอบด้วยเงินที่ใช้กันทั่วไป การประสานอินเดียม โมลิบดีนัมแมงกานีส และวิธีการยึดเหนี่ยวเรซินพันธะเคมี CERASOLZER (พื้นผิวแก้ว) นอกเหนือจากพันธะโลหะกับโลหะโดยตรงแล้ว Cerasolzer ยังสามารถสร้างพันธะเคมีที่แข็งแกร่งกับพื้นผิวที่เชื่อมโลหะผสมประกอบด้วยส่วนประกอบหลักเหมือนกันเช่นโลหะผสมบัดกรีมาตรฐาน (ตะกั่ว/ดีบุก) แต่ยังมีองค์ประกอบจำนวนเล็กน้อย เช่น สังกะสี ไททาเนียม ซิลิกอน อลูมิเนียม เบริลเลียม แรร์เอิร์ธ เป็นต้น องค์ประกอบเหล่านี้ มีผลเช่นเดียวกับออกซิเจนความสัมพันธ์ทางเคมีที่แข็งแกร่งมาก
ในระหว่างกระบวนการเชื่อม องค์ประกอบเพิ่มเติมเหล่านี้จะรวมกับออกซิเจนโดยรอบเพื่อสร้างออกไซด์ ซึ่งรวมทางเคมีกับวัสดุต่างๆ เช่น แก้ว เซรามิก อลูมิเนียม สแตนเลส ออกไซด์ที่เป็นสื่อกระแสไฟฟ้า และออกไซด์อื่นๆ ที่เคยใช้ก่อนหน้านี้วัสดุพิมพ์อื่นๆ ที่ถือว่าเชื่อมไม่ได้ออกไซด์ที่ได้จะถูกรวมเข้ากับพื้นผิวประสาน ทำให้เกิดพันธะเคมี (RO) ที่แรงมากที่ส่วนต่อประสาน
ดังนั้น หากออกซิเจนถูกกำจัดอย่างมีประสิทธิภาพด้วยการเปลี่ยนอากาศรอบๆ อุปกรณ์พันธะด้วยก๊าซเฉื่อย (เช่น ไนโตรเจน) การยึดเกาะของ Cerasolzer จะสูญเสียไปผลการวิจัยพบว่าความเข้มข้นของออกซิเจนวิกฤตที่เหมาะสมสำหรับพันธะอยู่ที่ประมาณ 2%อุณหภูมิหลอมเหลวของโลหะผสม Cerasolzer อยู่ระหว่าง 155 ถึง 297 ℃เนื่องจากการสั่นสะเทือนแบบอัลตราโซนิค วิธีการเชื่อมจึงปราศจากฟลักซ์ในความเป็นจริง หากวิธีการเชื่อมด้วยอัลตราโซนิกของเราใช้ฟลักซ์ มันจะทำลายพันธะออกซิเจนและทำลายกระบวนการเชื่อมทั้งหมด ดังนั้นจึงไม่ควรใช้
วิธีการเชื่อมพื้นฐาน
1.วิธีการสองขั้นตอน (pre-welding + bonding)
ในขั้นตอนแรก โดยใช้อุณหภูมิสูงและการสั่นสะเทือนแบบอัลตราโซนิก Cerasolzer จะถูกส่งไปยังปลายหัวแร้งอัลตราโซนิกและเคลือบบนพื้นผิว (แก้ว ฯลฯ)จากนั้นใช้บัดกรีธรรมดาหรือควรใช้ Cerasolzer เพื่อบัดกรีอุปกรณ์โลหะ สายไฟ แถบ ฯลฯ ในเขตเตรียมการบัดกรี
2.วิธีขั้นตอนเดียว (เชื่อมโดยตรง)
เมื่อ Cerasolzer ถูกประกบอยู่ในช่องว่างระหว่างโลหะและแก้ว เซรามิกหรือโลหะออกไซด์ การสั่นสะเทือนของอัลตราโซนิกจะส่งผลโดยตรงต่อโลหะพันธะจะแล้วเสร็จในเวลาอันสั้นวิธีนี้มีประสิทธิภาพต่ำกว่าวิธีก่อนหน้าเล็กน้อย
3. วิธีการจุ่ม
วิธีการจุ่มเป็นวิธีที่เหมาะสำหรับการเคลือบพื้นผิวขนาดใหญ่บัดกรี Cerasolzer ละลายในหม้อบัดกรีพิเศษพร้อมเครื่องสั่นแบบอัลตราโซนิกเมื่อพื้นผิวของบัดกรีอ่อนเป็นลอนเนื่องจากการสั่นสะเทือนแบบอัลตราโซนิก ให้จุ่มส่วนที่เคลือบไว้ในน้ำแนะนำให้ใช้อุปกรณ์บัดกรีจุ่มอัลตราโซนิก
![]()
ส่งคำถามของคุณโดยตรงถึงเรา


