
สถานที่กำเนิด:
ประเทศจีน
ชื่อแบรนด์:
Rps-sonic
ได้รับการรับรอง:
CE
หมายเลขรุ่น:
RPS-HW20
ติดต่อเรา




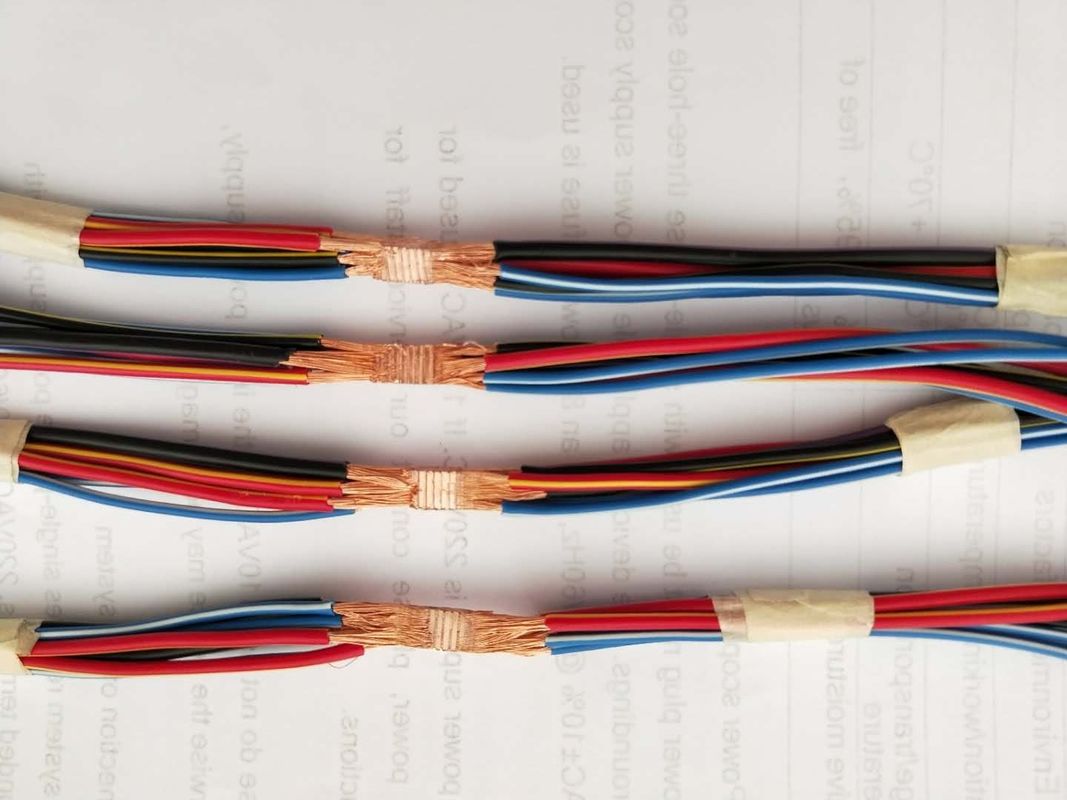
เครื่องเชื่อมโลหะอัลตราโซนิก 20Khz 5000w อัตโนมัติสำหรับการเชื่อมลวดทองแดง
เครื่องเชื่อมโลหะอัลตราโซนิกลากสายไฟเครื่องเชื่อมสายไฟสำหรับเครื่องเชื่อมลวดทองแดง
พารามิเตอร์
| พลัง | 2000W | ความถี่ | 20KHZ |
| แหล่งจ่ายไฟ | 220V | แหล่งก๊าซ | 0.5กก. |
| วิธีควบคุม | ไมโครคอมพิวเตอร์ชิปตัวเดียว | จังหวะการทำงานสูงสุด | 30mm |
| ช่วงพื้นที่เชื่อม | 0.3M2-10M2 | ช่วงเวลาในการเชื่อม | 0.2s---5s |
| โหมดการเชื่อม | อัตโนมัติ | ควบคุมคุณภาพ | 1 ปี |
| ขนาด | 500LX400WX230H MM | น้ำหนักรวม | 52กก. |
| ขนาดเครื่องกำเนิดไฟฟ้า | 400LX290WX130H MM | ||
| คุณสมบัติ:ติดตามพลังงาน, เวลา, เวลาในการเชื่อม, พลังงาน, ความกดอากาศ, ความกว้าง, ปรับแอมพลิจูดได้ |
|||
คำอธิบาย
สิ่งใดก็ตามที่สั่นสะเทือนก็จะทำให้เกิดเสียง และเสียงใด ๆ ก็เกิดจากการสั่นหูของมนุษย์สามารถรับรู้เสียงได้ภายในช่วงที่กำหนดเท่านั้น และช่วงนี้สามารถสูงถึง 18000 (18K) Hzเสียงความถี่สูงที่เราเรียกว่าอัลตราซาวนด์คลื่นอัลตราโซนิกสามารถสร้างการสั่นสะเทือนความถี่สูงได้การใช้การสั่นสะเทือนนี้ทำให้เราสามารถเชื่อมโลหะที่ไม่ใช่เหล็กได้อย่างง่ายดายเครื่องเชื่อมลวดเชื่อมอัลตราโซนิกเป็นอุปกรณ์อนุพันธ์ของเครื่องเชื่อมโลหะอัลตราโซนิกส่วนใหญ่ใช้ในการเชื่อมลวดทองแดงและลวดอลูมิเนียมเช่นการเชื่อมมัดสายไฟรถยนต์และชุดสายไฟรถจักรยานยนต์ดังนั้นจึงมักเรียกว่าเครื่องเชื่อมสายไฟรถยนต์
การเชื่อมโลหะด้วยอัลตราโซนิกใช้คลื่นสั่นสะเทือนความถี่สูงเพื่อส่งไปยังพื้นผิวโลหะสองชิ้นที่จะทำการเชื่อมภายใต้แรงกดดัน พื้นผิวโลหะทั้งสองจะถูกถูเข้าหากันเพื่อสร้างการหลอมรวมระหว่างชั้นโมเลกุลข้อดีของมันคือ รวดเร็ว ประหยัดพลังงาน และหลอมรวมความแข็งแรงสูงการนำไฟฟ้าที่ดีไม่มีประกายไฟใกล้กับการแปรรูปเย็นข้อเสียคือ ชิ้นส่วนโลหะที่เชื่อมไม่ควรหนาเกินไป (โดยทั่วไปน้อยกว่าหรือเท่ากับ 5 มม.) ข้อต่อบัดกรีไม่ควรใหญ่เกินไป และต้องมีแรงดันการเชื่อมโลหะด้วยคลื่นเสียงถูกค้นพบโดยบังเอิญในช่วงทศวรรษที่ 1830ในขณะนั้น ระหว่างจุดเชื่อมจุดปัจจุบันและการทดสอบการสั่นสะเทือนด้วยคลื่นเสียงความถี่สูง พบว่าสามารถเชื่อมได้โดยไม่ต้องใช้กระแสไฟ ดังนั้นจึงพัฒนาเทคโนโลยีการเชื่อมโลหะเย็นด้วยอัลตราโซนิกแม้ว่าการค้นพบการเชื่อมด้วยอัลตราโซนิกก่อนหน้านี้ แต่กลไกการทำงานของมันยังไม่ชัดเจนนักคล้ายกับการเชื่อมแบบเสียดทาน แต่มีความแตกต่างการเชื่อมด้วยอัลตราโซนิกมีเวลาสั้น ๆ และอุณหภูมิต่ำกว่าการตกผลึกใหม่นอกจากนี้ยังแตกต่างจากการเชื่อมด้วยแรงดันเนื่องจากแรงดันสถิตที่ใช้นั้นมีขนาดเล็กกว่าการเชื่อมด้วยแรงดันมากเป็นที่เชื่อกันโดยทั่วไปว่าในขั้นตอนเริ่มต้นของกระบวนการเชื่อมอัลตราโซนิกการสั่นสะเทือนในแนวสัมผัสจะขจัดออกไซด์บนพื้นผิวโลหะและส่วนที่ยื่นออกมาของพื้นผิวขรุขระทำให้เกิดการเชื่อมและการทำลายแบบไมโครซ้ำ ๆ ซึ่งจะเป็นการเพิ่มพื้นที่สัมผัสและเพิ่ม อุณหภูมิของโซนเชื่อมการเสียรูปพลาสติกสูงเกิดขึ้นที่ส่วนต่อประสานของรอยเชื่อมด้วยวิธีนี้ ภายใต้การกระทำของแรงกดสัมผัส เมื่อพวกเขาเข้าใกล้กันจนถึงระยะที่แรงโน้มถ่วงของอะตอมสามารถกระทำได้ จะเกิดรอยต่อประสานขึ้นเวลาในการเชื่อมนานเกินไปหรือแอมพลิจูดของอัลตราโซนิกใหญ่เกินไปซึ่งจะลดความแข็งแรงในการเชื่อมหรือทำลายได้
คุณสมบัติ
1. วัตถุสองชิ้นที่จะเชื่อมจะทับซ้อนกันและเชื่อมต่อกันด้วยแรงสั่นสะเทือนและแรงดันอัลตราโซนิกเพื่อสร้างสถานะของแข็ง เวลาในการเชื่อมสั้น และส่วนที่เชื่อมต่อไม่ก่อให้เกิดข้อบกพร่องของโครงสร้างการหล่อ (พื้นผิวขรุขระ)
2. เมื่อเทียบกับวิธีการเชื่อมด้วยอัลตราโซนิกและการเชื่อมความต้านทาน อายุการใช้งานของแม่พิมพ์ยาวนาน เวลาในการซ่อมแซมและเปลี่ยนแม่พิมพ์น้อยกว่า และง่ายต่อการรับรู้ระบบอัตโนมัติ
3. การเชื่อมด้วยอัลตราโซนิกสามารถทำได้ระหว่างโลหะชนิดเดียวกันกับโลหะชนิดต่าง ๆ ซึ่งใช้พลังงานน้อยกว่าการเชื่อมด้วยไฟฟ้า
4. เมื่อเทียบกับการเชื่อมด้วยแรงดันอื่น ๆ การเชื่อมด้วยอัลตราโซนิกต้องใช้แรงกดน้อยกว่าและปริมาณการเปลี่ยนรูปน้อยกว่า 10% ในขณะที่การเสียรูปของชิ้นงานในการเชื่อมด้วยแรงดันเย็นคือ 40% -90%
5. การเชื่อมด้วยอัลตราโซนิกไม่ต้องการการรักษาพื้นผิวรอยก่อนและการรักษาหลังการเชื่อมเช่นการเชื่อมอื่น ๆ
6. การเชื่อมด้วยอัลตราโซนิกสามารถลดผลกระทบของอุณหภูมิของวัสดุ (อุณหภูมิของโซนเชื่อมไม่เกิน 50% ของอุณหภูมิการหลอมสัมบูรณ์ของโลหะเชื่อม) เพื่อไม่ให้เปลี่ยนโครงสร้างโลหะจึงเหมาะมากสำหรับ การประยุกต์ใช้งานเชื่อมในสาขาอิเล็กทรอนิกส์
![]()
ส่งคำถามของคุณโดยตรงถึงเรา


